|
SUSTENTABILIDAD Y CAPAS DE CONVERSIÓN EXENTAS DE CROMO
 "Este artículo trata de productos exentos de cromo, “No-Rinse” – exentos de enjuague -, para el pre-tratamiento de aluminio, aluminio fundido y acero galvanizado por inmersión en caliente." "Este artículo trata de productos exentos de cromo, “No-Rinse” – exentos de enjuague -, para el pre-tratamiento de aluminio, aluminio fundido y acero galvanizado por inmersión en caliente."
El producto descripto tiene el certificado de la GSB y de Qualicoat para el pre-tratamiento del aluminio antes de la pintura en polvo
INTRODUCCIÓN
Los efectos tóxicos de los productos químicos que contienen cromo hexavalente (cromo VI) son conocidos hace mucho tiempo, lo que, en los últimos años, llevó a una amplia prohibición de esos materiales.
Las normas ELV, RoHS y WEEE están entre las más conocidas, afectando a las industrias automotriz, electrónica y de electrodomésticos, y sus proveedores. Todos los reglamentos tienen en común la prohibición y la restricción rigorosa del cromo hexavalente contenido en los revestimientos de conversión, como ha sido usado en aluminio y otros metales hace muchos años. En la industria de la construcción civil no existe esa prohibición del uso del cromo hexavalente y el clásico amarillo, así como los fosfocromatos verdes, son pre-tratamientos ampliamente usados antes del revestimiento con pintura en polvo sobre aluminio y acero galvanizado en elementos arquitectónicos.
Se puede suponer, entretanto, que, más tarde o más temprano, restricciones semejantes para el cromo hexavalente serán introducidas para aplicaciones arquitectónicas, así que arquitectos, constructores y trabajadores se preocupan más con cuestiones ambientales.
En un futuro próximo, la legislación y la mayor concientización de la industria con relación al impacto ambiental van a exigir revestimientos más amigables al medio ambiente, y ya hoy se observa una demanda creciente por sistemas libres de cromo.
Esas presiones resultaron en la necesidad de que los proveedores de productos químicos desarrollen productos alternativos para el pre-tratamiento, a base de cromo trivalente o totalmente exentos de cromo.
La mayoría de las alternativas disponibles hoy muestra el mismo desempeño que los materiales a base de cromo hexavalente, un hecho apoyado por la multiplicidad de productos aprobados y licenciados por los organismos internacionales de la calidad, tales como GSB Internacional y QUALICOAT.
Entretanto, algunos de los sistemas libres de cromo disponibles en el mercado presentan, en la práctica, algunas desventajas significativas.
Así, la protección contra la corrosión y la adhesión de pinturas sobre superficies galvanizadas por inmersión en caliente ni siempre cumplen, en la práctica, los requisitos. Además de eso, un “spray” de niebla de agua es muchas veces es necesario en la última etapa antes del secado, a fin de evitar goteados y escurridos que son perjudiciales al desempeño del revestimiento.
El presenta artículo expone las propiedades de un producto mono-componente, basado en circonio/titanio y polímeros orgánicos, identificado en el texto como X*, exento de cromo y que, como “non-rinse”, dispensa enjuague.
El producto X puede ser usado por inmersión o “spray” y es adecuado para el pre-tratamiento del aluminio, aluminio fundido y acero galvanizado por inmersión en caliente, sin enjuague.
La niebla final de enjuague antes del secado no es necesaria, en circunstancias normales.
Las propiedades de resistencia a la corrosión y la adhesión de la pintura son comparables a los procesos tradicionales basados en cromo hexavalente.
Para uso arquitectónico, cuando un revestimiento en polvo es utilizado junto con el producto X, este revestimiento atiende a las normas GSB (309ª) y QUALICOAT A(-058).
Estamos presentando abajo, en detalle, la aplicación, los parámetros de funcionamiento y el desempeño del nuevo sistema.
DESCRPCIÓN DEL PROCESO
Pre-tratamiento
La secuencia completa del pre-tratamiento es de importancia crucial para el suceso en la aplicación de cualquier revestimiento de conversión alternativa en aluminio, aluminio fundido o superficies galvanizadas por inmersión en caliente. El proceso con cromo hexavalente convencional puede exigir adaptación para tratar diferentes ligas de aluminio.
A principio, el pre-tratamiento debe producir una superficie limpia, libre de grasas, aceites, óxidos y suciedades diversas en general. En particular, la mojabilidad de la superficie pre-tratada es importante. En el caso del aluminio, la capa microcristalina de deformación que está bajo la capa de óxido debe ser removida, pues es considerada un iniciador de la corrosión filiforme. Para garantizar que eso sea hecho correctamente, es imprescindible que sea removida una cantidad superior a 1g/m 2 para las ligas 6060 y EN AWEN AW6063. Dependiendo del tipo de liga un mordentado altamente alcalino puede ser necesario. Después de esta etapa, una desoxidación con ácidos irá a remover los componentes insolubles de la liga, como Zn, Fe, Mg, o Si, que permanecen después del proceso de decapado alcalino. A seguir describimos una de las posibles secuencias de pre-tratamiento para el proceso del producto X:
Limpieza alcalina y desoxidación ácida, combinadas:
1- Limpieza alcalina (de acuerdo con la tasa de corrosión necesaria de la liga a tratar)
2- Enjuague
3- Desoxidación ácida
4- Enjuague
5- Enjuague con agua desionizada (conductividad < 20 S/cm
6- Producto X
7- Secado
Limpieza ácida y desoxidación
1- Limpieza ácida
2- Enjuague
3- Enjuague con agua desionizada (conductividad < 20 S/cm)
4- Producto X
5- Secado
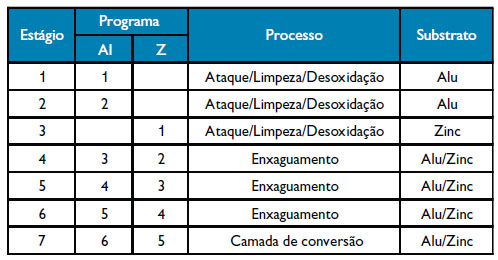
El proceso de secado deberá ocurrir a T=80-150 ºC. Temperaturas más elevadas que eso pueden afectar la resistencia a la corrosión y la adhesión de los revestimientos subsecuentes. El producto X es igualmente adecuado para el tratamiento de aluminio y acero galvanizado por inmersión en caliente, pero se recomienda limpieza y decapado separados, si ambos los substratos son tratados en la misma planta. Un ejemplo de una planta de procesamiento de aluminio y acero galvanizado por inmersión en caliente es mostrado en la Tabla 1.
Tabla 1: Proceso para tratar aluminio y cinc en una misma planta
Es recomendado que en los baños de limpieza / decapado sean analizadas las concentraciones de Al, Zn y Fe a fin de mantener las tasas de ataque apropiadas, y garantizar así una limpieza eficiente, limitando la acumulación de esos contaminantes.
FORMACIÓN DE LA CAPA DE CONVERSIÓN
La superficie de aluminio es activada inicialmente por los fluoruros contenidos en la fórmula del producto X seguido por la formación del revestimiento. Todo eso ocurre dentro del tiempo de contacto de la solución. El pH de funcionamiento está en el rango de 3,2 a 4,8.
El mecanismo de adhesión de la pintura y de protección contra la corrosión es proveído por el producto X basado en una adhesión permanente entre el revestimiento y el substrato. Sin esa buena adhesión, la humedad atmosférica, el calor y las sales corrosivas penetrarían en el substrato y la corrosión se alastraría. El producto X constituye una capa compuesta por óxidos mixtos de aluminio, titanio y circonio, en conjunto con un polímero orgánico, que se combinan para proporcionar una excelente adhesión del revestimiento sobre el substrato.
Aplicación
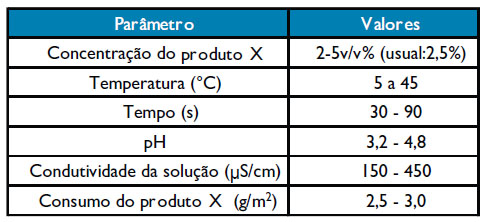
Los parámetros operacionales son especificados en la Tabla 2. El mismo producto concentrado es usado para armar el baño inicial y para hacer el refuerzo de la solución. El consumo del producto X es de cerca de 2,5 – 3 g/m2 de superficie tratada.
Tabla 2: Parámetros operacionales para el producto X
A fin de obtener mejores resultados, agua desmineralizada con una conductividad menor que 20 µS/cm debe ser utilizada para la preparación de la solución de trabajo. Antes del tratamiento de conversión, es importante lavar las piezas eficientemente. El lavado antes del baño de X debe ser realizado con agua desmineralizada con coductividad menor que 20 c.
Durante la reacción de formación del revestimiento, componentes de la liga irán a disolverse en la solución del baño.
Dependiendo de la proporción del arrate, la conductividad puede crecer lentamente y debe ser verificada regularmente. Si la conductividad es superior a 450 µS/cm, se recomienda la dilución del baño o la preparación de uno nuevo.
El análisis del baño para control del proceso se basa en simples titulaciones. Regularmente deberemos verificar las concentraciones de Fe y Zn para garantizar la resistencia ideal a la corrosión.
Para el tratamiento del descarte, es necesario apenas un sistema de tratamiento de aguas residuales convencional.
Es recomendable mantener una filtración continua del baño (filtro de 10 µm), a fin de remover partículas suspensas en el aire y el lodo formado, en cantidades muy pequeñas, en la solución del baño. La conversión de procesos que contienen cromo para el producto X puede ser realizada con cambios poco significantes, dependiendo de las instalaciones existentes.
Fue desarrollado un sistema seguro de limpieza de las instalaciones para eliminar las impurezas restantes de cromo.
El producto X va a tolerar la contaminación de cromo de hasta 2 ppm, siendo que después de tratar unos pocos metros de superficie, ese valor caerá debajo del límite de detección.
Eficiencia del nuevo proceso
Características físicas de la capa de conversión:
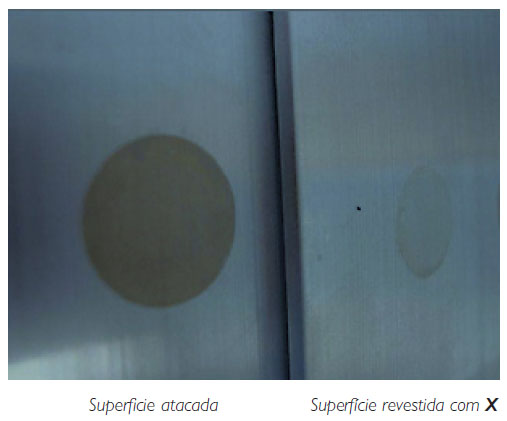
Al contrario del amarillo oro, fácilmente reconocido en el proceso clásico con Cr+6, la capa de conversión producida por el producto X es casi incolora. Dependiendo del tipo de liga y de los espesores de las capas aplicadas, el revestimiento tendrá un color tornasolado (Azul). La presencia de la capa de conversión puede ser confirmada a través de un ensayo de toque. Para este ensayo, es comparado el resultado en la pieza con un ensayo efectuado sobre una superficie apenas limpia y gravada. Los colores de los dos resultados son comparados después de 20 segundos. Ver la Figura 1.
El revestimiento del producto X tiene un peso por área de 100-300 mg/m 2 , que puede ser determinado por medio de un método de remoción con ácido oxálico.
Características de la capa pintada con pintura en polvo
Aluminio
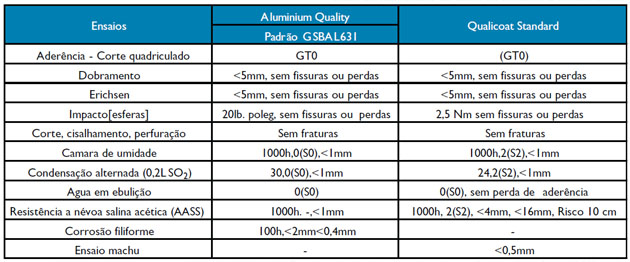
El producto X fue aprobado por el GSB bajo certificación de número 309ª y por la QUALICOAT bajo el número A-58, para el pre-tratamiento del aluminio antes del revestimiento en polvo. Los resultados obtenidos durante los ensayos de calificación para el GSB y QUALICOAT corresponden a los más altos requisitos de calidad de esas organizaciones y son comprobantes para el uso irrestricto de ese producto. Un resumen de los criterios y parámetros analizados es presentado en la Tabla 3.
Además del tratamiento de perfiles de aluminio y chapas planas, el producto X es también adecuado para el tratamiento de piezas fundidas en aluminio, galvanizadas por inmersión en caliente, desde que el pre-tratamiento sea ajustado debidamente. Las tablas e ilustraciones a seguir documentan los requisitos para el tratamiento de esos substratos.
Fundidos de aluminio
Los fundidos de aluminio convierten en particularmente complejos u exigentes los requisitos en el pre-tratamiento. Se deben evaluar el tratamiento mecánico del fundido, bien como la composición de la liga. El producto del revestimiento de conversión debe ser capaz de trabajar con diversos tipos de fundidos. Los ejemplos de las Figuras 2 y 3 muestran el excelente desempeño que el producto X presenta en el tratamiento del aluminio fundido bajo presión, liga (GD AI SI 10 MG LEG.239), en comparación con otro producto libre de cromo “non-rinse”, disponible en el mercado, después de 1000 h de niebla salina neutral, de acuerdo con la norma DIN EN ISO 9227 (NSS).
Galvanizado por inmersión en caliente
Además del aluminio, el acero galvanizado por inmersión en caliente es muchas veces revestido o pintado en polvo. El producto X posibilita obtener valores altos de resistencia a la corrosión y óptima adhesión para esta aplicación. Los ejemplos de la Figura 4 muestran los excelentes resultados del producto X , en comparación con un producto exento de cromo existente en el mercado después de 504 horas de niebla salina neutral, en conformidad con la norma DIN EN ISO 9227 (NSS).
En un análisis comparativo de paneles de acero galvanizado por inmersión en caliente que fueron pre-tratados con el producto X y un producto exento de cromo sin enjuague del mercado y pintados con pintura en polvo, podemos también apreciar las diferencias de resultados en niebla salina acética en conformidad con la norma DIN EN ISO 9227, después de 888 h, en la Figura 5.
Los ensayos en niebla salina acética de las secciones de tubo pintado, después de 888 h no presentaron diferencias sustanciales cuanto a la corrosión. Con las piezas planas no se observó corrosión hasta las 792 h. Con 816 h, ambas las muestras presentaron algunas ampollas en el área de corte.
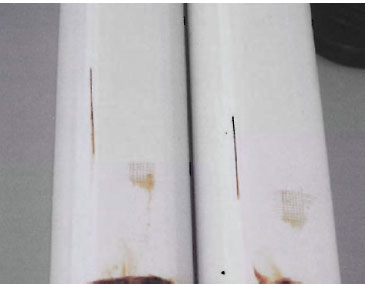
Resultado después de 888 h de AASS
Izquierda: conteniendo cromo, sin enjuague
Derecha: producto X
Observación: Los tubos no fueron pintados con polvo en el interior
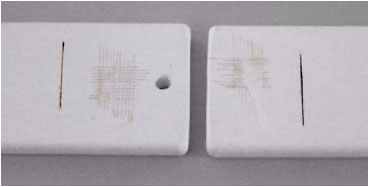
Resultado después de 888 h de AASS
Izquierda: conteniendo cromo, sin enjuague
Derecha: producto X
Figura 5: Comparación del acero galvanizado por inmersión en caliente después de 888 h AASS.
RESUMEN Y CONCLUSIONES
El pre-tratamiento exento de cromo del producto X es adecuado para el tratamiento de componentes para atender a las directivas RoHS y ELV y es una alternativa efectiva para los tratamientos amarillo o verde conteniendo cromo.
Provee excelente protección contra la corrosión y adherencia para aluminio, fundidos de aluminio y piezas galvanizadas por inmersión en caliente.
Ademar Testa
Gerente de Desarrollo de Negocios de Anion MacDermid.
|
|
|
ABTS - Associação Brasileira de Tratamentos de Superfície
Rua Machado Bittencourt, 361, 2º andar | CEP 04044-905 | São Paulo | SP
Tel (55 11) 5574-8333 | 5085-5830 | 5085-5832 - Fax: (55 11) 5084-7890
abts@abts.org.br | www.abts.org.br |
|
|
|