|
¿ES VIABLE TRANSFORMAR UNA LÍNEA DE PRE TRATAMIENTO DE FOSFATIZADO TRICATIÓNICO EN UNA LÍNEA DE PRE TRATAMIENTO DE NANOTECNOLOGÍA?
 "Esta sustitución debe ser precedida de los ensayos de desempeño de calidad, siendo que en los casos de sustitución en instalaciones localizadas en Asia o Europa, la reducción del costo global nunca fue menor que 15%." "Esta sustitución debe ser precedida de los ensayos de desempeño de calidad, siendo que en los casos de sustitución en instalaciones localizadas en Asia o Europa, la reducción del costo global nunca fue menor que 15%."
Actuando por décadas en el área de pre tratamiento y pintura, principalmente en las industrias automotrices y de la línea blanca, en Brasil y en el exterior, proyectando e instalando nuevas líneas, modificando líneas existentes, incrementando la productividad, resolviendo problemas de proceso, etc., me he encontrado con diversas cuestiones tecnológicas del tipo: ¿ Cuál tecnología es más adecuada, esta o aquella? ¿ Cuál es la más aplicable a un producto específico? ¿Cómo pasar de una tecnología X a otra Y? ¿Cuál es la ventaja de costos, impactos ambientales, consumo de energía y utilidades que una determinada tecnología ofrece en relación a otra? Estas cuestiones son pertinentes e importantes, primero porque surgen a todo momento, gracias al rápido avance tecnológico y a las investigaciones de las industrias químicas y de pinturas, propiciando el aparecimiento de nuevas tecnologías, y, segundo, porque sus respuestas pueden hacer gran diferencia para el desarrollo y para la salud financiera misma de las empresas que aplican estas tecnologías.
"La nanotecnología aplicada al pre tratamiento deberá ocupar un lugar de destaque en el escenario mundial del pre tratamiento de superficie, siendo una óptima opción para nuevas instalaciones, debido al menor montante de inversiones y por ser viable su implantación en las instalaciones actuales.”
Quiero ocuparme en este artículo de una cuestión muy reciente, frecuentemente colocada a las empresas, sea en el ámbito nacional como en el mundial, concerniente a la tecnología de pre tratamiento de pintura, o sea: ¿Es viable transformar una instalación tradicional de fosfatización tricatiónica (Cinc, Níquel, Manganeso) en una instalación para la utilización de la nanotecnología del pre tratamiento? ¿Es ventajoso? ¿Traerá beneficios de costos, de calidad, ambiental y de competitividad, o la nanotecnología en el pre tratamiento es más un modismo?
Sucintamente describo mis orientaciones técnicas relacionadas a esta cuestión, resaltando que tengo una completa convicción de que esta nueva tecnología vino para quedarse, pues posee muchos beneficios comparándola con los procesos tradicionales de pre tratamiento con fosfato de hierro, fosfato de cinc o fosfato tricatiónico, entre los que destaco:
- Menor consumo de energía para el calentamiento, pues la mayoría de las etapas opera a temperatura ambiente;
- Menor manoseo de productos químicos, normalmente un desengrasante y un nano cerámico;
- Eliminación de la etapa de pasivado;
- Eliminación de la etapa de activación (refinador de capa);
- Menor consumo de agua;
- Ambientalmente amigo (exento de metales pesados, como cinc, níquel y manganeso);
- Exento de fosfatos, nitritos;
- Bajo costo de tratamiento del efluente;
- Menor costo de mantenimiento de los equipos, menor número de etapas, y por consecuencia, tinas;
- Facilidad de limpieza de las tinas;
- Aplicable por inmersión o aspersión, con tiempos de exposición más bajos.
No diría que la nanotecnología sustituirá a todas las aplicaciones de fosfatización para fines de tratamiento de pintura, eso en faz de los resultados de los ensayos de desempeño actuales, que la colocan en niveles ligeramente superiores a los del fosfato de hierro, en niveles semejantes a los fosfatos de cinc y ligeramente inferiores a los de los fosfatos tricatiónicos. Lo mejor a hacer es la análisis caso a caso, llevándose en consideración los niveles de desempeño exigidos contra la reducción de costos, mejorías ambientales y de operar con un proceso ambientalmente amigable.
Hay en el mercado dos tipos de nanotecnología, uno que utiliza productos a base de oxilanos, formándose sobre el sustrato una nano capa inorgánica que necesita de secado o polimerización posterior, y otro llamado de segunda generación, que utiliza oxifloruros de circonio, formando una capa nano cerámica, que no necesita de secado o polimerización posterior.
La elección entre estas dos opciones depende de las exigencias de calidad, del proceso posterior de pintura y de las instalaciones existentes. En Brasil ha predominado la utilización del tipo “segunda generación”.
Primeramente una tarea muy importante e imprescindible es la realización de ensayos de desempeño de calidad comparativos entre las dos tecnologías, utilizando paneles de ensayos procesados en laboratorio, aplicando las normas de calidad especificadas para los productos de la empresa. No habiendo pérdida de calidad, o sea si está en los niveles exigidos, se puede pasar al segundo paso, un pre estudio comparativo del consumo de energía, agua, utilidades, mantenimiento y los aspectos ambientales entre las dos tecnologías, aplicadas en la misma instalación de tratamiento. Este pre estudio es importante para que se pueda checar si el proceso nano alcanzará el potencial de beneficios que se espera de él para aquella línea específica, una vez que estos beneficios pueden variar de instalación para instalación.
Cumplidas estas etapas iniciales, se pasa a analizar las modificaciones necesarias en la instalación, visando adaptarla para operar con nanotecnología
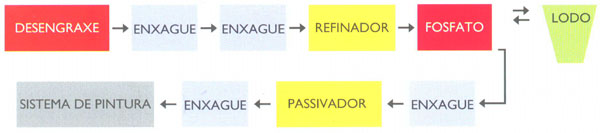
DIAGRAMA DE FLUJO DEL PROCESO DE FOSFATIZADO TRICATIÓNICO
Como vemos en el diagrama de flujo, el proceso se inicia con un desengrase alcalino, seguido de dos lavados con agua potable. Anteriormente al fosfato se aplica un refinador de capa y, después del fosfato, sigue el enjuague, que puede ser con agua potable o DI. El consumo de agua es generalmente elevado, pues ocurre la entrada continua de agua y transborde en las etapas de enjuague y refinador, además de las pérdidas por evaporación en las etapas de fosfatizado y desengrase, que trabajan a temperaturas alrededor de 60ºC.
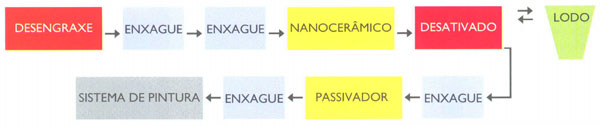
El proceso de pre tratamiento con nanotecnología podrá seguir la misma línea del diagrama de flujo abajo.
Como vemos, se desactivan las etapas de fosfatizado y de pasivado. Se usa la etapa del refinador con el nano cerámico, reduciéndose, con eso, dos etapas de la línea. El consumo de energía se reduce en más de 50%, pues el proceso posee apenas una etapa calentada, y trabaja con un número menor de bombas de spray o circulación. Se deben conectar, por medio de tuberías, todas las tinas de lavado, desde el último enjuague con DI hasta el primer enjuague pos desengrase, para permitir un sistema de cascada con agua de transborde recorriendo la línea en contra flujo. Eso reducirá drásticamente el consumo de agua y el volumen de efluentes que será tratado. El proceso de pre tratamiento con ano cerámico es más sensible a las impurezas sobre el sustrato metálico, exigiendo un grado más elevado desengrase y limpieza del sustrato. Se debe operar en tinas de acero inoxidable o acero común revestidos internamente con algún film protector para evitar contaminaciones y corrosión de la instalación.
Los controles del proceso son muy simples y reducidos en número, bastando la lectura del pH, conductividad y determinación del tenor de circonio por método colorimétrico.
La nano tecnología aplicada al pre tratamiento deberá ocupar, dentro de poco tiempo, un lugar de destaque en el escenario mundial del pre tratamiento de superficie, siendo una óptima opción para nuevas instalaciones debido al menor montante de inversiones y ser perfectamente viable su implantación en las instalaciones actuales.
Esta substitución deberá ser precedida de los ensayos de desempeño de calidad, siendo que en los casos de substitución de cuya instalación participé, en instalaciones en Asia y Europa, la reducción de costo global nunca fue menor que 15%.
Vilson Lucio Zanite
Director Técnico de CTS, Coatings Tech Solutions
|
|
|
ABTS - Associação Brasileira de Tratamentos de Superfície
Rua Machado Bittencourt, 361, 2º andar | CEP 04044-905 | São Paulo | SP
Tel (55 11) 5574-8333 | 5085-5830 | 5085-5832 - Fax: (55 11) 5084-7890
abts@abts.org.br | www.abts.org.br |
|
|
|