|
EL ASUNTO DEL MOMENTO ES SUSTENTABILIDAD
 "Además de aclarar cómo debe ser un emprendimiento sustentable, este artículo presenta algunos aspectos que pueden generar ahorros para la empresa, apuntando varias fuentes de trabajo donde concentrar esfuerzos." "Además de aclarar cómo debe ser un emprendimiento sustentable, este artículo presenta algunos aspectos que pueden generar ahorros para la empresa, apuntando varias fuentes de trabajo donde concentrar esfuerzos."
Una de las definiciones interesantes de cómo debe ser un emprendimiento sustentable es la siguiente:
- Ecológicamente correcto;
- Económicamente viable;
- Socialmente justo y;
- Culturalmente aceptable.
Ser ecológicamente correcto no es una tarea simple y requiere inversiones. Es necesario atender a lo dispuesto: en la construcción, leyes, decretos, resoluciones, instrucciones normativas, deliberaciones y medidas provisorias, promulgadas a nivel federal, estadual y municipal, relacionadas al control de la contaminación ambiental.
Ser económicamente viable es difícil, principalmente para nosotros brasileños, que convivimos con elevadísimas cargas tributarias, tasas de interés estratosféricas y ninguna facilidad para invertir en medio ambiente.
Eso sin hablar de tasas o emolumentos para sacar o mantener: Licencias (previa, instalación, operación); “Cadri’s”; licencias para comprar productos químicos (Policía Civil y Federal, Ejército) Licencias junto al DAEE para captar agua y lanzar efluentes en cuerpos receptores; Consejos Regionales; entre otros.
Precisamos, todavía, ser económicamente viables en la competición con empresas cuyas instalaciones son totalmente precarias, sin un mínimo de seguridad ocupacional y absolutamente sin ningún control ambiental, debido a la incapacidad de fiscalización de los órganos públicos, los cuales deberían hacer cumplir las leyes, decretos y resoluciones.
“Contaminación es el desperdicio, es el resto o lo que sobra de un proceso que no es 100% perfecto. Si fuera un proceso perfecto, no habría resto. Aumentar la perfección del proceso disminuye la contaminación.”
İ Y todavía necesitamos ser económicamente viables para competir con productos fabricados en China!
Ser socialmente justo, en mi opinión, es ofrecer buenas condiciones de trabajo, con lo mínimo de insalubridad y peligrosidad, remunerando el trabajo de nuestros colaboradores de forma justa, mismo sabiendo que muchos de esos colaboradores carecen de un grado mayor de especialización.
La industria de tratamientos de superficie de metales es culturalmente aceptada por la sociedad, una vez que los productos objeto de diferentes tipos de terminaciones superficiales cumples sus papeles en las cuestiones de decoración y resistencia a la corrosión.
Ser ecológicamente correcto y, simultáneamente, ser económicamente viable es, seguro, el mayor desafío.
Todo y cualquier emprendimiento solo existe, crece y se desarrolla teniendo ganancias. Ser ecológicamente correcto exige inversiones. Entonces, es necesario enfocar en inversiones que le traigan al empresario ahorros a corto, medio y largo plazo.
El objetivo a ser alcanzado es:
- Producir lo máximo posible con la calidad deseada y pre-establecida;
- Consumir lo mínimo posible de insumos (productos químicos, agua, energía eléctrica);
- Reaprovechar / regenerar / re-usar todo lo que sea posible;
- Generar lo mínimo posible de residuos (sólidos, líquidos y gaseosos).
Creo que apenas con un amplio y meticuloso plan será posible ampliar la eficiencia y la productividad de las instalaciones de tratamientos superficiales de metales.
Presentamos, a seguir, algunos aspectos que pueden generar ahorros para su empresa. Cada caso es específico, entonces, analice específicamente para su empresa en cuales de las frentes de trabajo a seguir representadas usted quiere concentrar sus esfuerzos.
I. PROCESO DE TRATAMIENTO SUPERFICIAL
Analice su secuencia de tratamiento. Lo ideal es tener una secuencia de proceso que atienda a las normas técnicas (nacionales y/o internacionales) usualmente exigidas por la clientela. Tales normas definen las secuencias de tratamiento recomendadas y las condiciones operacionales sugeridas para cada etapa del tratamiento, entre otros detalles.
Consulte las empresas especializadas proveedoras de compuestos químicos que pueden atender a las exigencias solicitadas en esas normas. Opte por compuestos químicos que exijan menos calentamiento, formulados con productos químicos menos tóxicos y que no comprometan la calidad final de su producto. Verifique la viscosidad de la solución (productos viscosos requieren mayor tiempo de drenaje y lavados más eficientes).
Esté atento a las exigencias de esos compuestos (agitación, ventilación, filtración, purificaciones, resfriamiento, rectificadores, tipo de control analítico requerido, entre otros), Esas exigencias van a afectar sus costos operacionales y de manutención, la insalubridad y la peligrosidad de la operación/instalación.
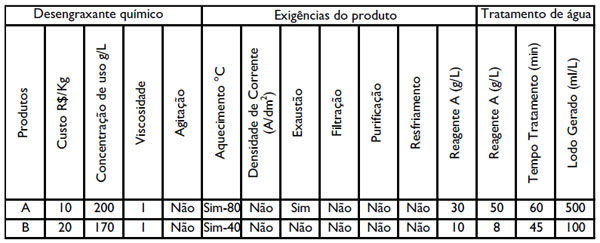
Lo ideal es simular el uso de esos productos en la práctica y colectar muestras de las aguas de lavado subsecuentes. Caracterice las aguas de acuerdo con la legislación ambiental a ser atendida (ex., en São Paulo, Artículo 18 o 19 A). Simule en laboratorio el tratamiento de esas aguas, registrando el consumo de productos, el tiempo de tratamiento y el volumen de lodo generado. Arme una tabla para comparar la mejor alternativa para su empresa.
Vea un ejemplo abajo:
En el ejemplo, el compuesto “A” cuesta menos que el compuesto “B”, pero:
• Su concentración de uso es superior a la del compuesto “B”;
• Exige una temperatura de operación mayor, lo que va a resultar en un mayor consumo de energía;
• Requiere ventilación, o sea, más equipos y mayor consumo de energía.
• El tratamiento de las aguas de lavado va a requerir mayor cantidad de productos químicos.
• Genera mayor volumen de lodo. La disposición final del lodo será más cara.
Usted puede, por ejemplo, ampliar esa comparación para las características del tanque. El producto “A” exige un aislamiento térmico más eficiente, pues trabaja a una temperatura mayor.
A través de esa sugerencia de trabajo, usted puede seleccionar los mejores procesos y compuestos químicos para su empresa.
Evalúe la implantación de una instalación automática versus una instalación manual.
A pesar de una mayor inversión inicial, las instalaciones automáticas requieren menos trabajadores, producen piezas con calidad más uniforme a lo largo del día (desde que haya un eficiente control de la calidad de las diversas soluciones químicas), promueven un arrastre también uniforme a lo largo del día de trabajo (menores variaciones de las concentraciones de contaminantes presentes en las aguas de lavado y mayor eficiencia en las Estaciones de Tratamiento), entre otros beneficios.
No se olvide de evaluar determinadas automatizaciones en el proceso (ex., dosificadoras automáticas de aditivos, controles de pH – densidad – viscosidad que garantizan una producción más uniforme y reducen los re-trabajos.
2. REDUCCIÓN DEL CONSUMO DE AGUA
La primera recomendación, habiendo largura necesaria, es: siempre que sea posible, no ahorre en las etapas de lavado. Acuérdese de lo siguiente: un tanque de lavado corriente con un volumen útil igual a 1000 litros puede requerir, por ejemplo, una renovación por hora, o sea, un volumen de agua igual a 1000 litros por hora.
De una manera general, si hubiera un lavado doble, el volumen requerido sería igual a la raíz cuadrada de 1000 (aproximadamente 32 l/h) y si hubiera un lavado triple, el volumen requerido sería igual a la raíz cúbica de 1000 (10 l/h).
Vale recordar que, en esas condiciones de bajo consumo de agua fresca, los lavados deben ser dotados de un sistema de agitación por aire soplado (nunca por aire comprimido, que contiene contaminaciones de aceite).
Si no hay largura suficiente para implantar lavados dobles o triples, adopte como mínimo Sistemas Automáticos de Alimentación de Agua Fresca. Es común encontrar instalaciones de tratamientos superficiales de metales donde las válvulas de alimentación de agua son abiertas en el inicio del turno y cerradas solamente al final del día. Es un enorme desperdicio de agua y de dinero.
Los Sistemas Automáticos de Alimentación de Agua Fresca (ex., Water Saver®) funcionan de la siguiente manera: para cada lavado se establece una conductividad máxima, directamente por un electrodo inmerso en el lavado. Cuando la conductividad del agua pasa el límite establecido, una señal es enviada al panel de control que, por su vez, acciona una válvula solenoide, permitiendo la entrada de agua fresca. Así que la conductividad vuelve al límite pre-establecido para aquel lavado, la válvula solenoide cierra la entrada de agua fresca. El consumo de agua de su línea de tratamiento pasará a ser automático y proporcional a su producción. De una manera general, obtenemos reducciones de consumo de agua fresca en el orden de 80%.
Una vez más, debido a esta significativa reducción de consumo de agua fresca, es aconsejable considerar la agitación por aire soplado. La limpieza de la pieza será realizada por el efecto mecánico de la agitación. Gastamos energía, es verdad, pero ahorramos agua, productos químicos, en la generación y disposición final del lodo, etc.
Note que en los dos casos arriba (lavados dobles y triples o sistemas automáticos) ocurrirá una expresiva reducción del consumo de agua y de la generación de efluentes.
O sea, el flujo horario a ser tratado en su Estación de Tratamiento de Efluentes (si existe) va a disminuir y su estación va a estar sobredimensionada para ese nuevo flujo horario. İUsted trataba 10 m3/hora, adoptó una de esas mejoras y redujo el flujo para 2 m3/hora! İUsted podrá implantar nuevas líneas semejantes a la existente usando la estación existente!
Una vez que su estación de tratamiento está sobredimensionada, es bien probable que la calidad del agua tratada mejore, facilitando o viabilizando el re-uso de esa agua en el proceso.
No irá a ocurrir una reducción del volumen de lodo generado, pues sus aguas de lavado estarán más concentradas y, en principio, van a consumir el mismo volumen de productos químicos, generando el mismo volumen de lodo. İNo se puede ganar siempre!
Si hay sobre de calor de algún proceso de la empresa, evalúe la viabilidad técnica y económica de dirigir ese exceso de calor para los lavados corrientes. Lavados calientes son más eficientes.
No deje de evaluar la posibilidad de calentar las aguas de lavado con calentadores solares. Aunque no es obtengan temperaturas muy elevadas, siempre será una mejora en el proceso de lavado. Defina la inversión necesaria e intente medir las mejoras obtenidas.
Considere, también, la posibilidad de captar el agua de la lluvia, someterla a un tratamiento (si necesario) y usar esa agua en su empresa.
El Proyecto de Ley 131, aprobado por la Assembléia Legislativa do Estado de São Paulo, establece un plazo máximo de dos años para que los edificios comerciales existentes con más de 500 metros cuadrados de área construida, y 180 días para emprendimientos en construcción, creen sus sistemas internos de captación, almacenamiento y distribución de las aguas pluviales. Una vez que será necesario atender a esa legislación, planee el re-uso de esa agua. ¿Cuestiónese: por que usar agua potable para preparar un desengrasante químico? Haga un experimento: capte un poco de agua de lluvia; analice y defina las características físico-químicas del agua captada; prepare algunas de sus soluciones químicas con esa agua; mida los resultados y planee el re-uso donde no ocurra pérdida de la calidad de la terminación final.
Todavía hay una posibilidad más: Su empresa emplea 100 trabajadores, cada uno de ellos consume, por ejemplo, 100 litros de agua en cada turno de 8 horas. Usted está consumiendo 10 m3/día o 210 m3/mes (¿Cuánto cuesta esa agua?).
Usted paga por la compra de esa agua y paga por el lanzamiento de ese volumen de agua en la red pública (aunque esa red no exista delante de su emprendimiento). Esa agua puede ser tratada y re-usada para un fin no potable dentro de su empresa.
Claro que usted está pensando que todas esas sugerencias, que van a traer un dado ahorro, requieren una inversión inicial y, seguro, van a generar un costo operacional. Es un pensamiento lógico y absolutamente correcto.
Por otro lado, todas esas sugerencias están técnicamente disponibles hace más de dos décadas y su empresa podría estar ahorrando dinero hace mucho tiempo. Si usted pretende dar continuidad a su negocio por 5, 10 o 15 años más, analice los ahorros que usted va a tener.
Por eso insistimos en una planificación que defina la mejor alternativa para su empresa y que, tal vez, pueda ser implantada gradualmente.
3. REDUCCIÓN DEL CONSUMO DE ENERGÍA
No es mi especialidad, pero no cuesta recordar donde estamos consumiendo energía eléctrica en las líneas de tratamientos superficiales de metales. A principio, vamos a consumir energía eléctrica para accionar los siguientes equipos:
• Agitadores del movimiento catódico;
• Carros de transporte;
• Motores de las bombas filtro, de centrífugas, de los sistemas de ventilación;
• Resistencias eléctricas;
• Rectificadores;
• Secadoras;
• Tambores rotativos;
• Entre otros.
En algunos de esos equipos, es difícil visualizar una forma de reducir el consumo de energía eléctrica, entretanto, existen, si, ahorros que pueden ser realizados. Consulte a un especialista en el asunto, de su confianza.
Sé, por ejemplo, que rectificadores electrónicos son considerados los de menor consumo de energía eléctrica. Desarrolle un estudio específico y evalúe esa modificación.
La construcción de las etapas de tratamiento que son calentadas tal vez represente el mayor potencial de ahorro de energía. Si su tina es construida en acero, probablemente las paredes laterales tienen aislación térmica (tal vez entre 2’’ y 4’’). İEl fondo no tiene aislación térmica! ¿Usted ya calculó la cantidad de calor perdida en los muchos metros cuadrados de los fondos de sus tinas a lo largo de un año de trabajo? Es grande.
Al adoptar tinas construidas en polipropileno, además de minimizar los problemas de corrosión, usted está adoptando un material que, también, es un aislador térmico, o sea, usted va a reducir las pérdidas de calor por el fondo de la tina. Cuanto mayor es el espesor del polipropileno, menores son sus pérdidas de calor. Defina, para las condiciones de su proceso, el espesor que promueve el mayor ahorro de energía versus el mejor precio de la tina.
Sume las pérdidas del fondo de las tinas de acero a las pérdidas por el área abierta de una tina con un pequeño borde libre (menos de 20 cm) y por el no uso de las esferas que ahorran energía. Tal vez valga la pena modificar sus tinas y adoptar las esferas.
Evalúe, también, las pérdidas resultantes de procesar piezas brutas a temperatura ambiente. Tal vez usted ahorre energía calentado las piezas previamente.
Perdemos energía en instalaciones que funcionan apenas en un turno de trabajo (ex., 8 h/turno). Es normal que un encargado llegue horas antes del inicio del turno de trabajo para accionar el sistema de calentamiento. Ese calentamiento es mantenido hasta el término del turno. Durante las próximas 16 horas, esas soluciones pierden calor. ¿Qué ahorro anual sería posible realizar con dos o tres turnos de trabajo?
Si en la región de su emprendimiento hay distribución de gas natural, desarrolle un estudio comparativo para el calentamiento de sus soluciones: energía eléctrica versus gas.
Considere los costos de implantación de cada sistema, los accesorios, los costos de mantenimiento, la disponibilidad actual y futura, las fallas de suministro, entre otros detalles. Como todo emprendimiento dispone de energía eléctrica, es natural que pensemos primero en un calentamiento eléctrico. En determinadas condiciones, el gas puede ser una alternativa económicamente viable.
Los sistemas de ventilación tal vez sean responsables por el segundo mayor consumo de energía eléctrica en una instalación de tratamiento superficial. Esos sistemas funcionan continuamente succionando gases/vapores de las tinas calentadas o de las etapas generadoras de vapores/gases tóxicos. Los motores de esos sistemas son dimensionados para vencer las pérdidas de carga de largas tuberías y del pasaje de los gases por a través de lavadores de gases.
Un estudio interesante sería la implantación de sistemas de ventilación que atiendan apenas a una tina, y que podrían ser accionados automáticamente apenas en el momento de procesamiento de las piezas para determinadas soluciones químicas (en un baño de cromo duro eso no sería posible).
Tinas con tapas automáticas podrían minimizar esas emisiones. Mayores bordes libres podrían reducir el volumen de aire a ser captado.
Esas otras posibilidades precisan ser objeto de estudios e investigación, pues pueden producir considerables ahorros a lo largo de los años.
4. RECUPERACIÓN / REGENERACIÓN / RE-USO
Convencionalmente, las aguas de lavado contaminadas con metales pesados son tratadas por medio de neutralización, floculación y sedimentación. Aguas residuales que contienen cianuros requieren una oxidación de cianuro a cianato y la descomposición del cianato en CO2 y agua. Aguas residuales contaminadas con cromo hexavalente deben tener el cromo hexavalente reducido a cromo trivalente.
El objetivo es precipitar esos metales en la forma de óxidos e hidróxidos. En determinadas condiciones, el efluente tratado puede ser re-usado. El lodo generado precisa recibir un destino final adecuado y caro. İDesperdiciamos los valiosos metales!
A través de los sistemas de intercambio iónico también es posible remover esos metales de las aguas de lavado y hasta recuperarlos. Es posible re-usar las aguas de lavado.
También es posible remover los metales presentes en las aguas de lavado y re-usar el agua tratada a través de Sistemas de Osmosis Reversa.
El proceso convencional de neutralización ocupa un espacio mayor y requiere mano de obra menos especializada. El intercambio Iónico y la Osmosis Reversa son procesos más compactos, probablemente más caros, y exigen mano de obra más especializada.
Poco usadas en Brasil son las células de recuperación electrolíticas. A través de esas células es posible recuperar los metales presentes en las aguas de lavado.
Ninguno de esos procesos debería ser adoptado por su empresa sin una rigurosa comparación (inversión inicial, costo operacional, mantenimiento, espacio y mano de obra requerida, controles, etc.)
Adoptar una de esas soluciones sin realizar una detallada comparación entre ellas puede resultar en problemas futuros.
Soluciones como los desengrasantes químicos pueden tener su vida útil ampliada con la aplicación de separadores / recuperadores automáticos de aceite y/o sistemas de ultrafiltración.
El ácido clorhídrico usado en las etapas de decapado puede ser regenerado, evitando su tratamiento con caros productos alcalinos y evitando la generación y destinación final del lodo generado en ese tratamiento.
Es posible recuperar entre 80 y 90 % del ácido crómico perdido por arrastre para las aguas de lavado o en los sistemas de ventilación
5. REDUCCIÓN DE LA GENERACIÓN DE RESIDUOS SÓLIDOS
Los principales residuos sólidos de los tratamientos superficiales de metales son:
• Bidones plásticos de productos químicos en general;
• Latas con residuos de pintura;
• Latas en general;
• Tambores metálicos de productos químicos;
• Maderas;
• Aserrín contaminado con aceites y solventes;
• Elementos filtrantes de las bombas filtro;
• Lodo de la estación de tratamiento.
Lo que es residuo para su empresa, seguro es materia prima para alguien. La dificultad está en conciliar esos intereses. En la internet usted encuentra “Bolsas de residuos”. Puede ser un primer paso.
Garantice la integridad de los embalajes recibidos y negocie con sus proveedores la devolución de esos embalajes. Determinados productos químicos podrían ser comprados en mayores volúmenes y descargados en reservatorios en su empresa, eliminando un cierto número de embalajes.
Sustituya la estopa por trapos que serán lavados por terceros. Elimine el uso de aserrín. Adopte barreras para absorber pérdidas accidentales o inevitables.
Contaminación es el desperdicio, es el resto o lo que sobra de un proceso que no es 100% perfecto. Si fuera un proceso perfecto, no habría resto. Aumentar la perfección del proceso disminuye la contaminación
Célio Hugenneyer Jr.
Director de la Hugenneyer Consultoria Ambiental
|
|
|
ABTS - Associação Brasileira de Tratamentos de Superfície
Rua Machado Bittencourt, 361, 2º andar | CEP 04044-905 | São Paulo | SP
Tel (55 11) 5574-8333 | 5085-5830 | 5085-5832 - Fax: (55 11) 5084-7890
abts@abts.org.br | www.abts.org.br |
|
|
|