INSPECCIÓN VISUAL: CONTENCIÓN SUJETA A FALLAS
 "Cuanto más la cadena productiva se alarga, con varias empresas implicadas, se vuelve más difícil el criterio de aceptación de las piezas después del tratamiento superficial." "Cuanto más la cadena productiva se alarga, con varias empresas implicadas, se vuelve más difícil el criterio de aceptación de las piezas después del tratamiento superficial."
En la cadena productiva, la etapa de TS – Tratamiento Superficial es una de las diversas que se observan en el proceso de producción de las más diversas piezas y, más y más, viene siendo realizada por empresas especializadas, prestadoras de servicios localizadas generalmente en plantas diferentes de aquellas donde se inicia la fabricación de las piezas o donde se termina. De la misma manera, otros tipos de empresas contribuyen para la fabricación de estos artículos, ejecutando etapas específicas del proceso, como, por ejemplo, mecanizado, soldaduras, montaje, etc.
Cuanto más la cadena productiva se alarga, con varias empresas implicadas, venimos observando que se vuelve cada vez más difícil el criterio de aceptación de las piezas después del TS, particularmente los criterios relacionados a los aspectos visuales de las piezas procesadas, ya que a cada etapa, después de realizado el TS, cada uno de los eslabones siguientes parece, por “seguridad”, imponer un requisito adicional.
Varios son los cuidados que una empresa de TS tiene que adoptar para garantizar la aceptación de los artículos por ella procesados, pues ni siempre se saben de forma clara los criterios de aprobación visual que serán adoptados en la etapa siguiente del proceso.
Una de las prácticas más utilizada es la inspección visual después del TS. Esa práctica, todavía muy necesaria, está sujeta a fallas, pues tenemos que tener en cuenta varios aspectos de la fisiología humana, como, por ejemplo, el cansancio visual, que no conseguimos medir durante el trabajo y que no depende solamente del tiempo de exposición o de la luminosidad del lugar.
Debemos conocer un poco más sobre este sistema que, no siendo a prueba de fallas, tiene importancia no solo dentro del TS como en todas las cadenas productivas en todas las áreas de la economía y de las ciencias. Así, debemos considerar y cuestionar determinadas prácticas y, para esto, es deseable que conozcamos un poco más del mecanismo de la visión humana.
Principales partes del ojo humano:
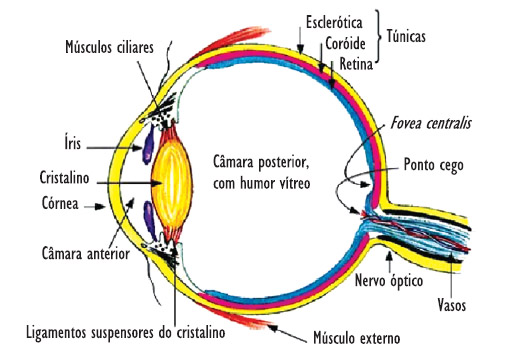 Figura 1 - Olho Humano
Figura 1 - Olho Humano
La cornea: Es la parte de adelante del ojo, donde vemos la parte blanca del ojo y la iris. La cornea normal es transparente y esférica.
El cristalino: Es una lente gelatinosa, elástica y convergente, que enfoca la luz que entra en el ojo, formando imágenes en la retina. La distancia focal del cristalino es modificada por movimientos de un anillo de músculos, los músculos ciliares, permitiendo ajustar la visión para objetos próximos o distantes. Eso se llama acomodación del ojo a la distancia del objeto.
La convergencia correcta del cristalino hace con que la imagen de un objeto, formada en la retina, quede nítida y bien definida. Si es mayor o menor que la necesaria, la imagen queda fuera de foco, como se dice por costumbre.
La iris: Es la parte circular que le da el color al ojo. Es opaca, pero tiene una abertura central, la PUPILA, por donde entra la luz. El diámetro de la pupila varía automáticamente con la intensidad de la luz ambiente: en lo claro se achica y en lo oscuro se dilata. Su diámetro puede pasar de 2mm a 8mm, aproximadamente.
La retina: Es en ella que se forman las imágenes de las cosas que vemos. La retina es compuesta por células sensibles a la luz, los conos y los bastones. Esas células transforman la energía luminosa de las imágenes en señales nerviosas que son transmitidas al cerebro por el nervio óptico.
Normalmente, las imágenes de los objetos que miramos directamente se forman en la región de la retina en la línea que pasa por la pupila y por el centro del cristalino, esto es, por el eje del globo ocular. Esa región, llamada fóvea, es rica en conos, que son las células más sensibles a los colores. En el resto de la retina prácticamente solo hay bastones, que son menos sensibles a los colores, pero son más sensibles a la baja intensidad de luz. En la semi-oscuridad son los bastones que se encargan de nuestra visión: por eso se dice que de noche todos los gatos son pardos.
En la posición de donde sale el nervio óptico queda el llamado punto ciego. En ese punto no existen conos o bastones, y una imagen que se forme sobre el no es vista.
Los conos se localizan en la región central del campo visual, están asociados con la visión diurna, colorida, y con la percepción de los detalles finos, mientras los bastones se localizan en la parte periférica del campo visual y están asociados a la visión nocturna.
Podemos decir que los conos son activos en niveles de alta luminosidad y los bastones activos en baja luminosidad, o sea, conos y bastones poseen respuestas o sensibilidades espectrales diferentes, definidas, respectivamente, como visión fotópica y visión escotópica. Los conos son más receptivos a la luz verde en la longitud de onda de 508 nanómetros, mientras que los bastones son más receptivos a la luz verde amarilla en 555 nanómetros.
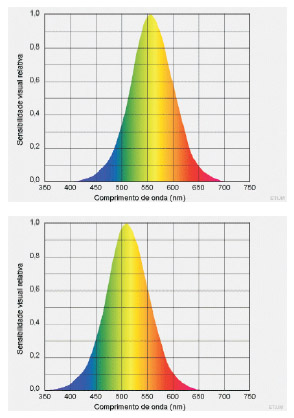 Figura 2 - Gráfico sensibilidade visual X comprimento de luz visível
Figura 2 - Gráfico sensibilidade visual X comprimento de luz visível
La iluminación nocturna es considerada, en relación a la iluminación durante el día y a la de interiores, como siendo de bajo nivel de luminosidad. Es económicamente imposible la producción de una iluminación nocturna que se iguale a la luz del día.
La visión binocular:
Lo que un ojo ve es siempre un poco diferente de lo que el otro ojo ve. Si ponemos un dedo a media distancia entre sus ojos y un papel y miramos primero con un ojo y después con el otro, sin mover la cabeza, notaremos que uno de los ojos ve algunas letras que el otro no ve y vice-versa, pues quedan cubiertas por el dedo. Esa diferencia contribuye para que veamos los objetos en tres dimensiones, a pesar de que las imágenes en la retina son planas. El cerebro tiene en cuenta las diferencias entre las imágenes y se encarga de “fundirlas” en una imagen única estereoscópica, esto es, tridimensional. Nadie sabe bien como el cerebro hace eso. Probablemente, la tensión sobre los músculos ciliares tiene alguna influencia.
Es posible simular la visión estereoscópica con pares de figuras que muestran lo que se ve con cada ojo. Recientemente, libros con esos tipos de figuras se transformaros en grandes sucesos de ventas. Ni todo el mundo consigue ver el efecto deseado, pero vale la pena intentar.
Mire la figura que sigue (Figura 3) desde una distancia de 25 cm, más o menos, fijando la dirección de la visión entre los dos círculos, en el centro, como si quisiera ver un objeto distante en esa dirección. Relájese y con un poco de práctica verá las imágenes de las figuras laterales fundirse en solo una. Si consigue eso, verá tres imágenes, siendo que la central aparece como tridimensional.
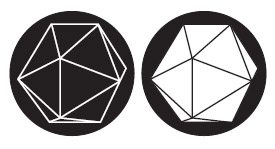 Figura 3 - Ilustração para visão binocular
Figura 3 - Ilustração para visão binocular
“Dos imágenes estereoscópicas, una representando una superficie en negro y otra en blanco, al fundirse resultan en una única imagen brillante como el grafito pulido”. La razón para ese resultado reside en la forma diferente de cómo la luz se refleja de una superficie opaca y de otra pulida.
Además de dar la sensación de profundidad, la visión binocular también contribuye para la sensación de brillo que tenemos al mirar objetos pulidos.
El físico alemán Helmholtz escribió lo siguiente sobre ese efecto:
“La superficie opaca difunde la luz en todas las direcciones, de modo que la luminosidad vista por un ojo es semejante a la vista por el otro. Ya que la superficie pulida refleja la luz en una dirección determinada. Por esa razón, la imagen de la superficie vista por un ojo puede ser bien más luminosa que la imagen vista por el otro. La fusión de las dos imágenes es interpretada por el cerebro como una sensación de brillo.”
Nuestros ojos son instrumentos maravillosos, pero, de vez en cuando, se juntan a nuestro cerebro para engañarnos.
Efecto en la modernización de las fábricas:
Teniendo en cuenta que el aparato visual es pasible de falla o ilusión, debemos ser criterios en definir cuando y como valerse de inspecciones visuales para aprobaciones de artículos con tratamiento de superficie, principalmente cuando hay “defectos” relacionados a aspectos de apariencia, brillo e iridiscencia de las piezas tratadas, parámetros que, siempre que posible – como es el caso de las piezas no decorativas – deben ser descartados. Consideradas las observaciones de este trabajo, podemos notar que la inspección visual, principalmente de parámetros de apariencia, brillo e iridiscencia, es susceptible de variación, dada la diferencia de percepción visual de un inspector para otro.
Así, cabe cuestionar cuando es, de hecho, imprescindible la inspección visual en piezas que recibieron alguna terminación superficial, ya que este tipo de selección, si realizado correctamente – considerando las variables de la fisiología humana – es extremamente oneroso y, todavía así, de eficacia cuestionable.
Excluidos artículos decorativos o aparentes con valor para, por ejemplo, “design” de vehículos, el proceso de producción debe ser capaz de desarrollarse sin la necesidad fundamental de la inspección visual y, para eso, son necesarias inversiones pesadas en equipos y controles automáticos, cuya implantación dependerá siempre de recursos financieros provenientes de las ganancias generadas por el servicio prestado en las empresas de TS.
De otra forma, si la cadena productiva, en general, tiene la demanda común de la reducción de costos y, realmente, se exige esto continuamente, para atender a esto, retornemos al punto: ¿Cuando, realmente, la reprobación es procedente? Reprobar un artículo por mancha, iridiscencia, marca de sellante, patrón visual por determinada variación de matices de color o brillo solamente hace el proceso más caro., y estos costos que normalmente son absorbidos por el prestador de servicios de TS bloquean o atrasan el proceso de modernización del parque fabril brasilero.
Así, insisto: atendidos los requerimientos objetivos de espesor de la capa, adhesión, resistencia a la corrosión, etc., ¿Qué valor se agrega al “conjunto de la obra”, por ejemplo: el brillo de una pieza que será posteriormente armada dentro del tanque de combustible, o pintada, o soldada en otra estructura?
O, ¿Cuándo se justifica introducir a estos costos los requisitos específicos del cliente, que muchas veces se suman a la multa por Informes de No Conformidad, hora técnica, visitas al cliente para asistencia especializada, juzgamiento de procedencia o no de supuesta no conformidad, modificaciones en el proceso productivo por información no conocida en el momento del presupuesto inicial, etc.?
En la mayoría de las veces, estos otros costos, no incluidos en el presupuesto inicial, impactan en la ganancia de la empresa, siendo absorbidos por la misma, en la mayoría de las veces perjudicando su competitividad, pues acaba por no poseer el capital necesario para reinvertir en el negocio.
Al persistir esta política, exclusiva de las empresas brasileras, de valorizar sobremanera aspectos visuales subjetivos como brillo, iridiscencia y matices de color, técnicamente injustificables en la mayoría de las veces, más y más veremos nuestros productos industrializados encareciéndose, debido, tal vez, al preciosismo en relación a cuestiones que no tienen cualquier relevancia técnica.
Rosielaine Chiericati de Carvalho Simões
Actúa hace más de 10 años como Gerente de sistema de Calidad de Galrei Galvanoplastia Industrial Ltda.
Recibida en Ciencias Biológicas Modalidad Médica, Especialista en Histología General y Biología Celular y Pos Graduada en Administración Hospitalar.
|


